In only 6 years, the hearing industry has migrated from the invest/pour model to the scan/print model of custom hearing aid shell design and production. This new manufacturing paradigm offers direct benefits to the dispenser. Part 1 of this two-part article offers a perspective on invest/pour vs scan/print technology, while Part 2 looks at the practical applications of scan/print for dispensing professionals.

|
||
| Roy F. Sullivan, PhD, has been practicing audiology for more than 40 years in hospital, university, government, and corporate settings, and he has worked in a private practice since 1973. Dr Sullivan is a partner with his wife, speech-language pathologist Carol A. Sullivan, at Sullivan & Sullivan Inc, Garden City, NY. | ||
The term morphology has specific definitions in the earth, biomedical, and linguistic sciences. The most generic definition is “the science of form and structure.” When applied to custom hearing instruments, morphology implies the overall shape and design features of the shell.
Patient-perceived value of the “perfectly” programmed custom hearing instrument can be compromised by artifacts of acoustic feedback or physical discomfort. Kochkin1 reports on improvements sought by 2,428 hearing aid consumers in the United States. Among the top 20 rankings are:
#3) “Less whistling/buzzing” (84.9%);
#10) “Better fit and comfort” (78.5%);
#20) “Less visible” (52.1%).
All three desiderata are morphologically based issues.
As the custom hearing instrument package is reduced in scale from a maximum full concha (ITE) to a minimum completely-in-canal (CIC), attention to the shell design morphology becomes an increasingly critical issue for fitting success. With few exceptions, experienced dispensers are aware of the strong consumer appeal of CIC instruments. Contemporary integrated digital circuits and transducers facilitate the fitting of CIC response matrices through 125 (dB MPO)/60 (dB gain).
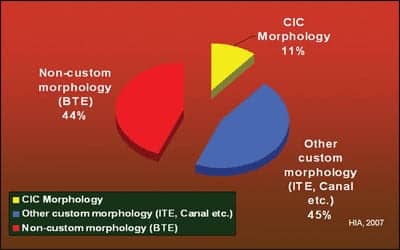
More than 80% percent of the author’s successful fittings are CIC instruments; I am an avid proponent of CICs and therefore have great interest in proper shell fabrication and custom fitting issues. Despite the wide range of hearing losses potentially aidable with CIC instruments and their documented consumer appeal,2 the proportion of net CIC fittings in the United States has fallen from 14.4% in 2003 to 10.8% in 2006.3 While cost differential and dexterity issues account for some part of this apparent contradiction, an informal survey of colleagues suggests that morphologically based issues direct the path of least resistance toward larger shell configurations and behind-the-ear (BTE) and over-the-ear (OTE) instruments. BTEs (including OTEs) constituted more than 43.9% of 2006 net US fittings (Figure 1).3 With the growing popularity of nonoccluding, miniature OTE instruments, the BTE/OTE proportion reached 50% of all US fittings by mid 2007.3
|
| FIGURE 1. Hearing Industries Association (HIA) net US custom versus BTE fittings, 2006. |
Based on 18 months of direct, in-office experience with impression scanning, digital shell design, and modification, it is my contention this new technology affords dispensing professionals a unique opportunity to take an active role in the morphological design aspects of custom hearing instrument fittings. This supplementary input has the potential to improve success and satisfaction with all shell morphologies—especially with consumer-preferred2 CIC fittings!
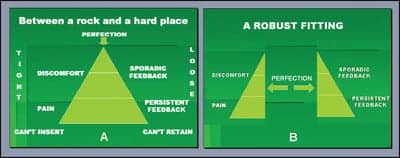
Figure 2a illustrates the reciprocal relationship between discomfort and feedback. A delicate balance among morphological elements in shell design is required for fitting success. Figure 2b presents an optimized contemporary custom fitting model. The expanded, robust range of fitting success can be attributed to a combination of DSP feedback-elimination algorithms and 21st century digital shell design and production technology.
|
| FIGURE 2a-b. Left (2a): Morphological boundaries limit custom fitting success. Right (2b): A robust custom fitting attributable to improved shell design in conjunction with feedback-management algorithms. |
There is an abundance of literature on response selection, fitting systems, and electroacoustical characteristics of hearing aids. Beyond the topic of venting, little has been published on the morphological aspects of custom hearing instrument fitting.4
Adapted from a prosthodontic model, custom earmolds for hearing aids were first patented in the United States in 1926.5 Ears were lubricated with mineral oil, and plaster-of-Paris ear impressions were coated and reinvested in dental stone. Earmolds were hand-poured, and investments broken to release them.
Monomer/polymer acrylic impression materials were widely used with Veterans Administration programs in the 1940s. Flexible, recyclable materials, such as hydro- and oleo-colloids, replaced plaster investments. Two-part dental silicone materials rose to prominence in the 1970s, associated with deep-canal impressions required for the short-lived peritympanic CIC trend. While only silicone impression materials are used in Europe, recent correspondence with four major US custom hearing instrument manufacturers (Phonak, Siemens, Starkey, and Widex) suggests that 10% to 15% of the ear impressions received in the United States are of ethyl methacrylate monomer/polymer.
A New Convergence? Dispenser Versus Shell Designer Perspectives
The impression-taking dispenser initially relates, first-hand, to the surface boundaries of a void (epidermis of the ear canal and concha) as shown in Figure 3a, while the once-removed shell designer relates to the outer surface of a solid (ear impression and custom instrument shell) as shown in Figure 3b. As an analogy, the dispenser would be concerned with the volumetric characteristics of a wine glass, while the shell designer would be concerned with the shape and outside dimensions of that glass.

|
| FIGURE 3a-b. The external ear from the dispenser’s perspective (left, 3a) and from the shell designer’s perspective (right, 3b). |
In an ideal world, these complementary perspectives would be congruent. In reality, there are reasons why absolute conformity may be compromised, undesirable, or both. Conversion of an ear impression to a successful custom shell calls upon the talents of shell design technicians. Historically, to produce shells having a reasonable chance of being both comfortable and feedback-free in the patient’s ear, these craftsmen routinely made a variety of critical morphological design decisions about which the dispenser was largely uninvolved and unaware. Shell technicians filled in impression voids, corrected dimensional distortions, edited undercuts and other extreme canal features, extrapolated nonexistent features, shortened and filleted canal segments, while designing and laying in vents. To provide a smooth surface and a universal or selective surface offset, temperature-controlled selected wax coatings were applied. The carefully prepared impression was invested in a recyclable hydrocolloid and the methyl metacrylate, or UV-cure polymer shell, was hand-poured. This is known as the invest/pour model of custom hearing instrument shell production.
|
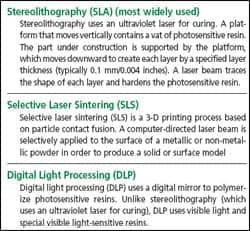
| Table 2. Three major types of Rapid Prototyping Systems (RPS) used in custom hearing instrument manufacturing. |
Two technological advances were to displace this long-standing, craftsmanship and labor-intensive shell manufacturing model. The first was the stereolithographic rapid prototyping system (RPS) emerging in 1986 and subsequently advanced by 3D Systems of California. The second, introduced in 2000 by 3Shape of Copenhagen, Denmark, was the development of stereolithographically produced shell (SPS) manufacturing software and dedicated 3D laser ear impression scanners exclusively for the hearing instrument industry. Author’s Note: “SPS” will be used in this article to denote the stereolithographically produced shell. Some manufacturers use “sls” to denote “stereolithographic shell.” This leads to confusion because “SLS” (in upper case) is the acronym in rapid prototyping technology used to identify the powder-based “Stereolithographic Sintering,” a shell-making process that a number of hearing instrument manufacturers have tried and abandoned in favor of the resin-based “SLA” (Stereolithographic Apparatus) method.
In the relative scale of time, the entire hearing industry migrated virtually overnight to the new SPS shell production technology, which we shall call the scan/print model.6-10 This paradigm shift represents an excellent example of the “disruptive technology” described by Christensen,11 which is now become a buzzword.

|
| FIGURE 4a-b. An industrial impression scanner, the 3Shape S-200 (left), and an in-office impression scanner, the 3Shape Legato (right). |
There are obvious manufacturing economies of scale for the volume production of custom shells previously made individually by hand. However, this new technology also presents the dispensing professional with an excellent opportunity to specify, fit, and modify instrument shell morphologies with a higher degree of precision and consistency than heretofore available.
Choice of available impression-scanning and shell-design software and hardware varies among custom hearing instrument manufacturers. The author’s direct, in-office experience has been with 3Shape shell design software and impression scanners as implemented by Starkey Laboratories. The S-200 (Figure 4a) is an industrial scanner that processes a single impression in 90 to 120 seconds. Legato (Figure 4b) is an efficient dual-impression scanner designed for dispensing office applications, scanning two impressions in approximately 5 minutes. Other companies providing dedicated software or hardware for production or in-office impression scanning and shell design include Siemens Hearing Instruments (iScan); DST Swiss AG (Diener ScanTec) in Switzerland; Materialise (RSM-Rapid Shell Modeling) in Belgium; and Polymesh (Earform, EarCAD) and GeoMagic (eShell) in the United States.
|
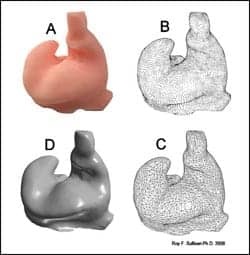
| FIGURE 5a-d. a) Real impression; b) Scan-generated point cloud; c) Adjacent points connected to form polygons (triangles) determining 3-D image resolution; and d) Virtual impression from the input.stl file. |
Figures 5a-d present clockwise the transformation from the original impression (Figure 5a); to its scanned point-cloud representation (5b); to polygons/triangles (5c); to the final, smoothed 3-dimensional graphic representation of the resulting 3-D impression scan file (5d). In the custom hearing instrument industry, the unmodified impression scan (Figure 5d) is known as the input.stl file, which the laboratory shell designer uses to create the design tree leading to a completed virtual instrument for printing and final assembly.
Following the steps outlined in the sidebar of this article (Table 1), the digital shell designer imports the input.stl image file into a program, such as 3Shape’s Shell Designer™. Then a design tree is created. Spaceball™—a specialized ergonomic “mouse” with three dimensions of linear image movement and three axes of rotation—is operated by the shell designer in one hand concurrently with a standard mouse in the other (Figure 6). The 3-dimensional input.stl (impression) image file is manipulated, modified, and processed to create an output.stl file representing the shell (Figure 7). The final output.stl file is then placed into a batch production run of similar basic shell morphologies and materials.
Invest Pour Versus Scan/Print: Reports on Consumer-Perceived Differences
Two studies have attempted to compare consumer perception of custom hearing instruments manufactured by the radically differing scan/print and invest/pour shell processes. The earlier report7 presents internal research results of a consumer study with instruments manufactured using laboratory-scanned impressions and a stereolithographic sintering (SLS) shell production process (Siemens). Undifferentiated by basic morphology and user experience with no stated controls for response bias, the survey of 150 hearing instrument users reported higher customer satisfaction ratings on a 10-point scale for SLP scan/print shells over conventional invest/pour shells. Variables judged by patients included: security in ear (9.1 vs 4.9); long-term comfort (8.1 vs 6.3); feedback reduction (9.4 vs 7.1); and general satisfaction (8.3 vs 6.6).

|
| FIGURE 6. Spaceball 3-D mouse used, in conjunction with a standard mouse, for custom shell design. |
Sullivan12 reports the outcome of a carefully controlled, double-blind study with 68 otherwise identical pairs of custom DSP (Axent II) CIC hearing instruments (136 aids) fitted to 68 ears on 43 older patients (mean = 77 years). Each individual impression was scanned in-office for the scan/print model to be designed by the lead digital CIC shell design team. The same impression was then immediately express-shipped to the manufacturer (Starkey Laboratories) for design and fabrication of the invest/pour model by the traditional CIC design team. Circuits, faceplate layouts, and subsequent in-office response programming were identical between aid pairs. All clinical subjects were experienced successful CIC wearers. Instruments were either replacement fittings or contralateral additions for binaurality. Patients perceived the opportunity to assess new technologies in a blind comparison as a perquisite to the author’s regular hearing instrument fitting protocol. No economic incentives were proffered for participation in the study. Successfully fitted instruments were acquired at the author’s standard fees, which always include a 4-year extended warranty.
|
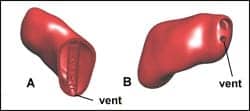
| FIGURE 7. Shell designer-created CIC output.stl file images: 7a) Faceplate surface view; 7b) Canal tip view. |
Findings indicated no statistically significant user preference (P=0.478) for either the invest/pour or the scan/print methods of CIC shell production, initially suggesting equivalence between the two. Reasons for rejection were nominally scaled from “oversized” to “undersized,” ranging in morphological extremes from “could not insert” through “extrudes with feedback.” When tabular frequencies were dichotomized as “oversized” versus “undersized,” statistically significant x2 differences (P<0.01) emerged. Scan/print CIC shells were apparently rejected for reasons that could be best characterized as “oversized,” while a not dissimilar proportion of invest/pour shells were rejected for reasons best categorized as “undersized.” While this may seem to be an outcome “between a rock and a hard place,” subsequent reduction in output.stl offset production constants—specifiable with a precision in tenths of a millimeter—effectively eliminated the scan/print “oversized” bias.
Summary
In the last 6 years, the entire custom hearing instrument industry has migrated from the invest/pour model to the scan/print model of custom hearing instrument shell design and production. The new manufacturing paradigm offers direct benefits to the dispenser. By incorporating in-office impression scanning with appropriate morphological annotations, the dispenser enhances the opportunity for initial custom fitting success—especially with the consumer-preferred CIC morphology. By accessing both input.stl (impression) and output.stl (shell) files, the dispenser gains a highly efficient and effective tool for both initial shell design and RWA instrument remakes with no loss of momentum in the fitting process.
In order to engage dispensers in utilizing shell design features of the new SPS technology, manufacturers need to provide online file access and training in the use of dispenser-oriented virtual shell viewing, annotating, and modification software.
Acknowledgements
The author thanks Starkey Laboratories, especially Keith Guggenberger and Terry Ruzicka, for support in exploring potential dispenser applications of scan/print technology, as well as master shell designer Bob Manning and digital process engineer Craig Feldsien. 3Shape’s Tais Clausen provided access to both prototype hardware and software. Wife and esteemed colleague Carol has been invaluable to the creative process.
|
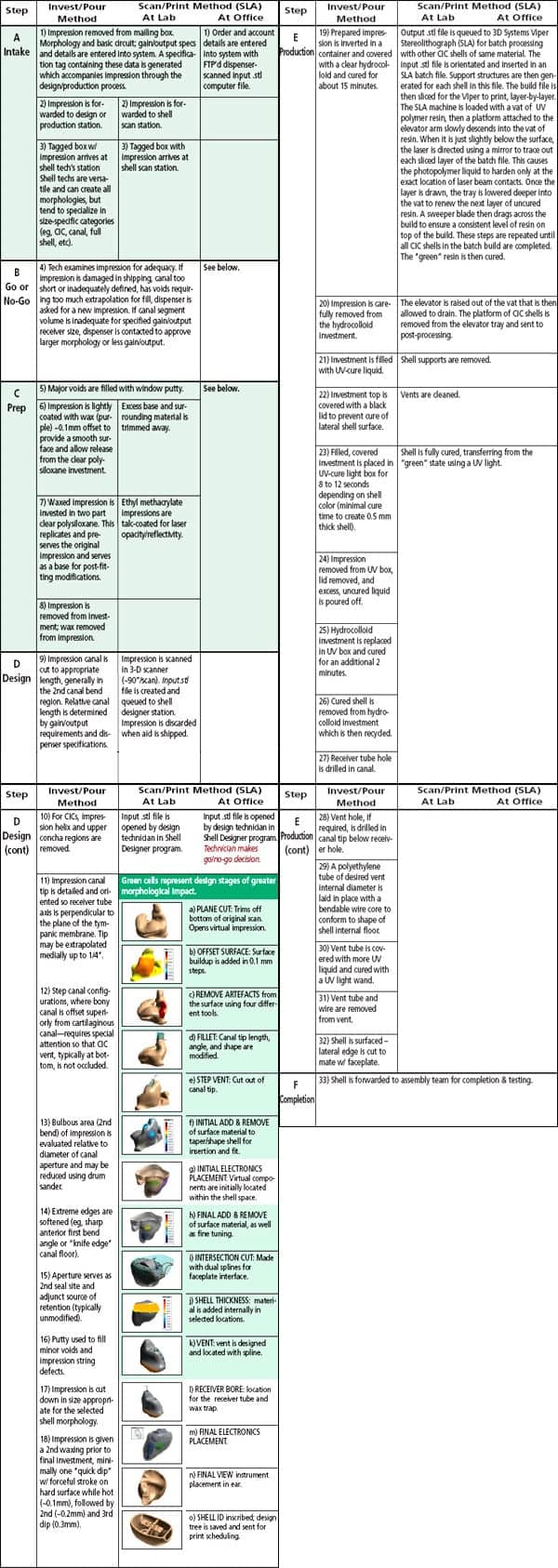
| TABLE 1. The following table represents a stepwise detailed comparison of invest/pour and scan/print shell design processes, including laboratory scan and dispenser scan input. Courtesy of Starkey Laboratories. |
References
- Kochkin S. MarketTrak VII: Customer satisfaction with hearing instruments in the digital age. Hear Jour. 2005;58(9):30-43.
- Kochkin S. MarkeTrak IV: Will CICs attract a new type of customer—and what about price? Hear Jour. 1994;47(11):49-54.
- Hearing Industries Association (HIA). Annual statistical survey. Alexandria, Va: HIA; 2007.
- Gudmundsen G. Physical options for custom hearing aids. Sem Hear. 2003;24(4):313-321.
- Washington University School of Medicine’s Bernard Becker Medical Library. Deafness in Disguise: Timeline of Hearing Devices and Early Deaf Education. Available at: beckerexhibits.wustl.edu/did/timeline/index.htm; 2007.
- Cortez R, Dinulescu N, Skafte K, Olson B, Keenan D, Kuk F. Changing with the times: applying digital technology to hearing aid shell manufacturing. Hearing Review. 2004;11(3):30-38.
- Darkes P, Voll L. Shaping the future of shell technology with digital mechanics. Hearing Review. 2002;9(4):56-57.
- Fabry D. Hearing aid physical fit: the next revolution? Hearing Review. 2002;9(8):46-50.
- Lesiecki W. Shell technology, the shape of things to come in e-business. Hearing Review. 2002; 9(10):48-51.
- Lesiecki W. Does the in-office scanning of impressions really change everything? Hearing Review. 2006;13(1):32-35, 94.
- Christensen C. The Innovator’s Dilemma: When New Technologies Cause Great Firms to Fail. Boston: Harvard Business School Press; 1997.
- Sullivan R. Scan/print vs invest/pour shell-making technologies for CIC hearing aid fittings. Hear Jour. 2007;60(2):21-28.
Related and Recommended Reading
- Agnew J. A study of the stability of ear impression materials. Hear Jour. 1986;36(6):29-33.
- Kolpe V, Oliveira R. Chemistry and rheology of otoplastic materials. Sem Hear. 2003;24(4):289-298
- Lowry R. Concepts and Applications of Inferential Statistics. Vassar College, 2006. Available at: faculty.vassar.edu/lowry/webtxt.html.
- McHugh E, Purnish M. Evaluating the accuracy of ear impression materials. Hear Instrum. 1984;35(12):12.
- Nolan M, Combe E. In vitro considerations in the production of dimensionally accurate earmoulds. I. The ear impressions. Scand Audiol. 1989;18(1):35-41.
- Okpojo A, Braden M. Development of a novel audiological clinical material. Biomaterials. 1993;14(1):21-25
- Oliveira R. Ear canal anatomy and activity: Research Summary (March 2003). Available at: www.hearingcomponents.com/earcanal.htm.
- Parker J, Okpojo A, Nolan M, Combe E, Bamford J. Acoustic evaluation of earmoulds in situ: a comparison of impression and earmould materials. Br J Audiol. 1992;26(3):159-166.
- Pirzanski C. Ear impressions for the new laser technology. Sem Hear. 2003;24(4):323-332.
- Pirzanski C. Earmolds and hearing aid shells: a tutorial. Hearing Review. 2006;13(5):39-46.
- Pirzanski C. Selecting material for impression taking: the case for standard-viscosity silicones. Hear Jour. 2000;53(10):45-50.
- Pirzanski C, Berge B. Is the end near for acoustic feedback? Hearing Review. 2004;11(4):18-23.
- Sullivan R. Resolving CIC fit problems via in-office modifications. Hear Jour. 2005;58(1):38-42.
Correspondence can be addressed to [email protected] or Roy F. Sullivan, PhD, at .